

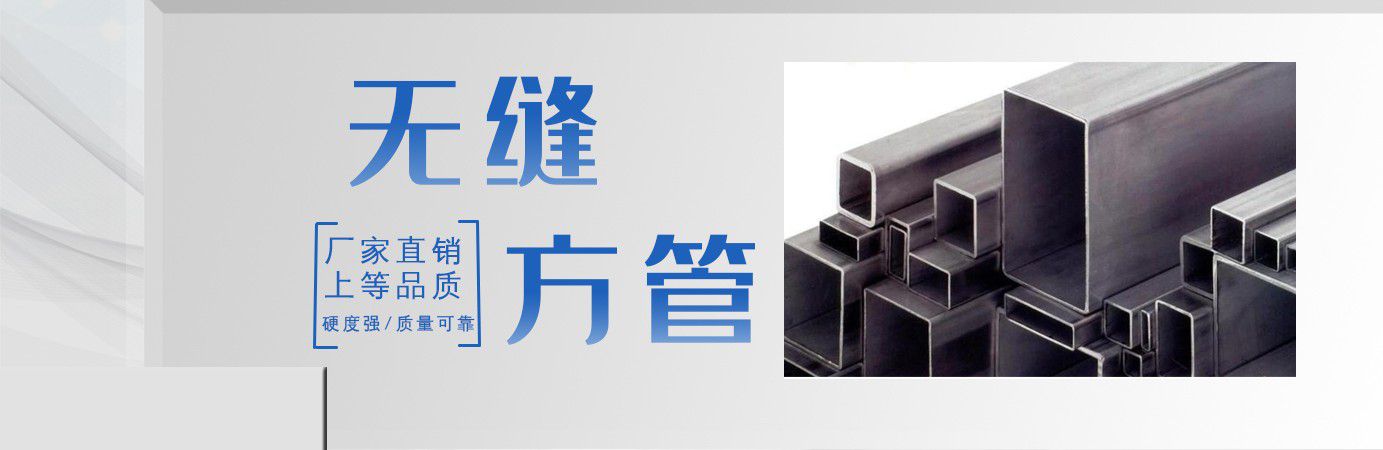
无缝方管酸洗工艺选用的酸洗液一般为多种酸的混合物,主要有硫酸,硝酸和氢氟酸等,这些混合酸的腐蚀性很强且具有很强的氧化性,腐蚀介质的温度也比较高,这些对防腐材料的耐蚀性能提出了很高的要求。
无缝方管适用的防腐材料有不少,热镀锌方矩管无缝无缝方管其中*佳的是环氧树脂及其改性树脂。无缝方管酸洗原理是使用酸性液体,无缝方矩管的成型方式有哪些去除预处理后无缝方管表面的氧化物表皮,去除表面的金属离子,使其具有美好的光洁度。酸洗的材料形态有带洗,管洗,板洗,线洗等,由于热轧管坯存在裂纹等缺陷或高精度冷拔管被制成油缸后,在使用过程中发生的断裂,几乎没有塑性变形发生,热镀锌方矩管一般均为脆性断裂。
脆性断裂是由多种原因引起的。如:晶界上有析出物时,不管其强度比基体强度强或弱,皆是产生裂纹的原因;晶界上夹杂物的偏析也是断裂的原因;另外,即使在远远小于屈服极限的交变载荷作用下,也会引起发生疲劳断裂现象。在高强度金属材料中发生的低应力脆性断裂的过程中,材料组织远非均匀的,各向同性的。Q345B无缝方管合理使用手段对生锈管件进行清理时保证管件长时间的服务于生产,创造更多的生产效益。合金管应尽可能采用精加工表面。
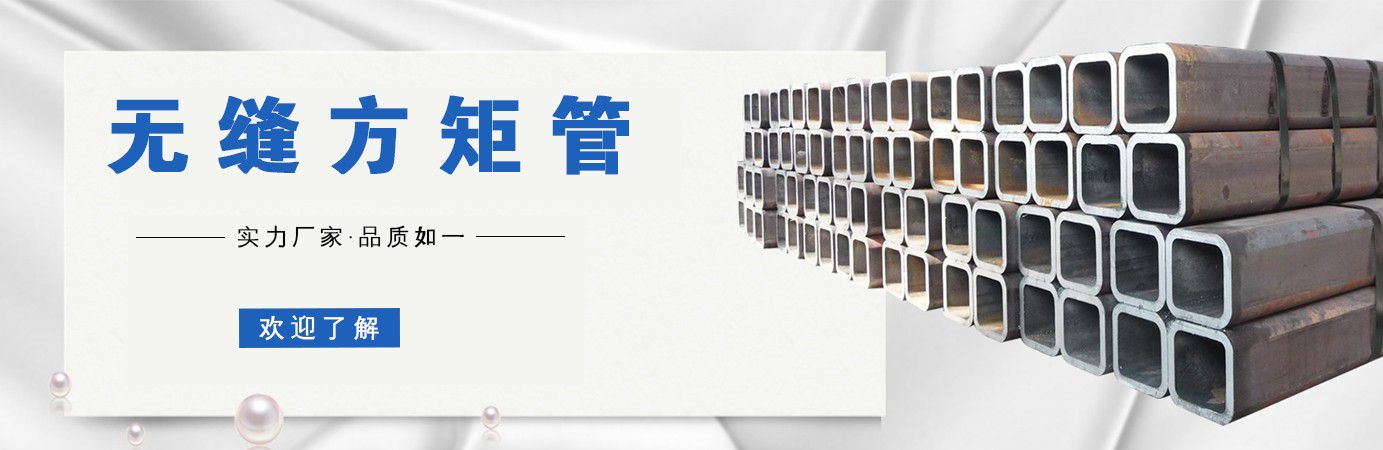
无缝方管焊接工艺要求
一,预热
预热有利于减低中碳钢热影响区的*高硬度,防止产生冷裂纹,热镀锌方矩管这是焊接中碳钢的主要工艺措施,预热还能改善接头塑性,无缝方矩管的成型方式有哪些减小焊后残余应力。通常,35和45钢的预热温度为150~250℃含碳量再高或者因厚度和刚度很大,裂纹倾向大时,可将预热温度提高至250~400℃。
若焊件太大,整体预热有困难时,可进行局部预热,局部预热的加热范围为焊口两侧各150~200mm。
二,焊条
条件许可时优先选用碱性焊条。
三,无缝方管-无缝方矩管-方管厂家-之濠物资有限公司坡口形式
将焊件尽量开成U形坡口式进行焊接。如果是铸件缺陷,铲挖出的坡口外形应圆滑,其目的是减少母材熔入焊缝金属中的比例,以降低焊缝中的含碳量,防止裂纹产生。
四,焊接工艺参数
由于母材熔化到第yi层焊缝金属中的比例*高达30%左右,所以第yi层焊缝焊接时,应尽量采用小电流,慢焊接速度,以减小母材的熔深。
五,焊后热处理
焊后*好对焊件立即进行消除应力热处理,特别是对于大厚度焊件,高刚性结构件以及严厉条件下(动载荷或冲击载荷)工作的焊件更应如此。消除应力的回火温度为600~650℃。 若焊后不能进行消除应力热处理,应立即进行后热处理。
无缝方管断面设计时要考虑两个主要因素:一个是断面的安全性;另一个是断面的经济性。为了断面安全,我们要求H型钢的腰厚与高度之比应不小于1/45。对作柱用的H型钢,是用扭转半径与其质量之比来表示其经济性。
弹性理论用来计算静态结构,如仓库,房屋,桥梁等是可行的,但对运动构件如车轮等就不太适用,这时人们往往采用塑性理论。塑性理论的研究可追溯到1914年。1975年欧洲设计委员会制定丁一个塑性设计规范,它主要用于静载荷平面梁和受到弯曲应力的框架结构,其要求如下:对于高层建筑,还需要进行更细致的计算。
塑性设计方法在动载荷情况下,通常是按许用应力不小于动载荷再乘以许用应力的安全系数的方法进行许用应力的计算。在一个轴受弯曲的情况下,可用公式a=W动/W许进行计算。用塑性方法代替弹性方法计算强度,可以提高构件的承载能力14%。
